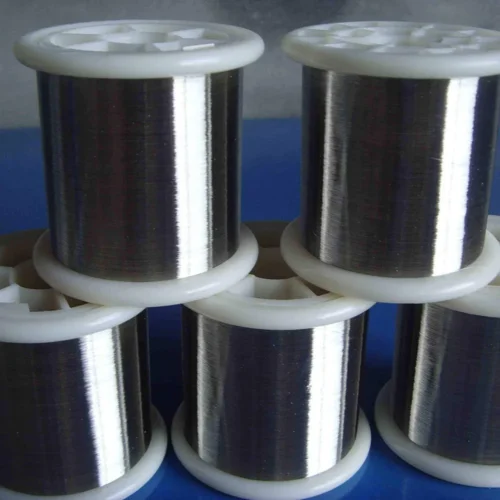

Production Process of Titanium Wires
Titanium wires are multi-pass drawn from annealed titanium wire rods which diameter would be deformed and reduced gradually, while passing through a series of dies in a continuous drawing machine. Drawing force and speed, die quality, surface trimming and lubricant are the influential factors to prevent common defects may happen to the wires, for example ripples, gashes, overlap, cracks, breakage and twisting.
For commonly used grades, such as Grade 1, Grade 2, Grade 5 and Grade 12, the manufacturing processes have been well standardized and mature today. Nevertheless, when it comes to a complex titanium alloy, as the other two crucial variables, Heat Treatment System (including time and temperature) and Reduction Ratio shall be highlighted, since they can significantly impact the mechanical performance of finished wires. This is what we learned from the past until successfully delivered titanium alloy wire Ti-3Al-8V-6Cr-4Mo-4Zr to our customer for shaping aviation compression springs, with the tensile strength higher than 1300 MPa while elongation and reduction of area were still maintained at 13% and 24%, respectively.
Essentials and Specifications of Our Titanium Wires
| Deformation process | Hot / cold drawing |
| Heat treatment | Annealed, vacuum annealed, solution heat treated (and aged) |
| Surface condition | Metallic bright, pickled, black surface with graphite coating |
| Diameter | 0.05 mm – 12 mm |
| Diameter tolerance | -/+0.005 mm and above |
| Delivery condition | Coils and spools by wild or orthocyclic winding, straight wire cut to length |
| Coil / spool weight | According to order. Big and heavy coils are available. |
| Typical Specification | ASTM B863, ASME B863 (Industrial) |
| ASTM B884 (Superconducting) | |
| AMS 4921, AMS 4930, AMS 4950, AMS 4954, AMS 4957, AMS 4975 (Aerospace) | |
| MIL-T- 9047 (Defense) | |
| AWS A5.16 (Welding) | |
| ASTM F67, ASTM F136, ISO 5832 (Medical) | |
| Other specifications in conformity with specific alloy designation |
Titanium Wires Features and the Extensive Applications
- Excellent weldability – filler wires are compatible with both manual and automated welding processes
– most grades such as CP titanium, Gr5, Gr7, Gr12, etc.
- Corrosion resistance – woven mesh made by titanium wires used as filter, demister and corrugated packing in various industry
– Gr1, Gr2 and Gr12
- Exceptional strength and lightweight – fasteners and compression spring manufacturing for aircraft
– Gr5, Ti-6242, Ti-3Al-8V-6Cr-4Mo-4Zr
- Biocompatibility – medical device and orthopedic implants
– Gr23 (6Al-4V ELI),
- Durability and artistry – glasses, sports, jewelry
– Gr1 to Gr4, Gr5
- Superconductivity: superconducting power transmission cables
– Ti-47Nb (wt%)
Principal Inspections and Tests Required for Titanium Wires
| Visual & Dimensional | |||
| Surface defects | Surface roughness | Ellipticity | Coil / spool condition |
| Length tolerance | Diameter tolerance | ||
| Mechanical Properties | |||
| Tensile strength | Yield strength | Elongation | Reduction of area |
| Bending test | Hardness test | Creep strength | Fracture toughness |
| Fatigue strength | Impact toughness | Tensile at evaluated temperature | |
| Chemical and Metallography Analysis | |||
| Chemical composition | Microstructure | Macrostructure | Grain size determination |
| Non-destructive Test (for wire rod) | |||
| Ultrasonic | Eddy Current | Radiography (X-ray) | |
| ♦ Inspection and Test executed according to specification or order | |||